手机: 400-003-8600
电话: 400-003-8600
传真: 0379-65298878
邮箱: marketing@landglass.com
网址: www.landglass.com.cn
地址: 洛阳市王城大道12号
1、概述
近几年,我国玻璃深加工产业出现了前所未有的繁荣发展,无论是企业数量还是产销量都呈现出明显的增长势头,我国目前已经成为世界上的玻璃原片和深加工玻璃生产国。建筑离不开玻璃,玻璃是建筑领域功能性建筑材料,集透明、采光、节能、安全性能于一身。设计师和使用者可以通过选用不同种类的玻璃产品,使建筑物的外观更加华丽、功能更加完善、居住更加舒适。玻璃产品在建筑上的应用已越来越广泛。目前全国城乡每年新增民用建筑(含住宅和公共建筑)面积超过15亿平方米,预计到2020年,全国房屋建筑面积将新增250亿~300亿平方米。如此大的建筑市场,给玻璃深加工业带来了难得的发展机遇。玻璃钢化炉是玻璃深加工企业的重要设备之一。玻璃钢化炉可分为:水平玻璃钢化炉、平弯玻璃钢化炉、吊挂式玻璃钢化炉、灯具玻璃钢化炉、水表专用玻璃钢化炉等等。本文以辊道式水平钢化炉为例,介绍钢化炉维护和保养的重要性以及对钢化玻璃质量的影响。
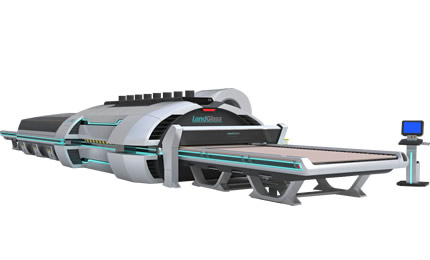
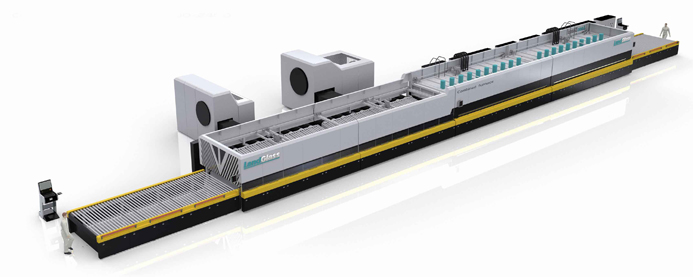
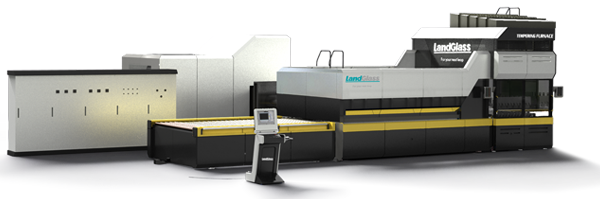
2、水平钢化炉的构成和特点
水平辊道式钢化炉采用先进科学的自动控制技术,适用于生产各种厚度的钢化玻璃产品,产品应用于建筑装饰、飞机轮船、机车、汽车以及家用电器等领域。水平辊道式钢化炉的主要组成部分:上片段、下片段、加热炉体、冷却风栅、以及高压离心风机、供风管道、平衡箱、电气控制柜、操作台等。该设备具有以下优点:机组各部分传动采用交流变频技术,电机驱动,往复驱动速度可调;各部位运行由工业电脑及PLC组成的控制系统自动完成;供风系统风压自动调节,上下风栅电动开合、风量电动平衡,主风阀自动通断;入、出片台主传动采用链传动,结构简洁、可靠,入片点自动步进,可根据玻璃尺寸自动设定步进长度;自动测长装置可根据玻璃装片尺寸自动确定玻璃在加热炉及风栅段内的往复行程和周期。炉内传动辊道采用石英陶瓷辊道,耐高温、表面质量高,可有效保证玻璃产品质量。传动机构采用圆形传动带加联动同步传动带,传动精度大大提高,减少传动系统震动对陶瓷辊道的冲击,消除了跑偏,将不同步传动引起的划伤降到最低。炉内有高性能专用加热器,加热分区更多,炉内温度更均匀;加热元件的表面功率低,且抗热震性能良好,寿命更长。冷却风栅分为上、下两部分,分别与空气分配中心连接。控制实现智能化,根据玻璃厚度的不同,可自动调整风栅与玻璃的距离,使喷射距离始终处于值,保证钢化玻璃的强度和均匀性能。触摸屏人机界面,所有工艺参数可以预先设定并在控制过程中更改。不同厚度玻璃工艺参数以订单形式输入、存储和调用,方便可靠。
3、钢化炉重要部位的维修和保养
在钢化玻璃的生产过程中,钢化炉的状态和产品的质量密切相关。只有设备处于良好的运行状态才能生产出高质量的产品,下面介绍几点钢化炉的维护和保养常识和大家分享。
3.1 陶瓷辊
陶瓷辊道作为钢化炉的关键部件,其产品本身质量及安装质量的好坏直接影响钢化玻璃的成品质量。
3.1.1 陶瓷辊的定期清洁
当钢化玻璃产品光学效果较差,或玻璃在加热炉中发生炸裂时,应及时停炉降温,对加热炉内的陶瓷棍道进行清理。其过程和要求如下:首先用刮刀清理掉粘附在陶瓷辊上的碎玻璃或其他异物,用塑料类软毛刷清理陶瓷辊表面的附着物;然后用400~600号细刚玉水砂纸打磨旋转的瓷辊,直到用手感摸瓷辊表面光滑为止,用吸尘器清理瓷辊表面粉尘,再用干净无毛柔软的白布侵润软化水分别由中间开始向两边擦试,清理掉灰尘。陶瓷辊应避免过度打磨,以免损坏表面釉质,瓷辊擦拭以使用蒸馏水或纯水为好,切勿使用碱类清洁剂或化学药剂。以上清洁处理后,及时合上上下炉体以免陶瓷辊道表面再次落上灰尘。清洁之后加热升温时应首先升至200度左右,保温烘炉1~2小时后,再升温,切忌不能快速升温。
3.1.2 陶瓷辊的更换
只有当炉体冷却后方可更换陶瓷辊,否则可能会造成金属轴头脱胶松动。更换辊道时至少应由三人操作(两侧各一人,中间一至两人),拆卸时先拆掉皮带轮,再松开并去掉轴承限位块的固定螺丝,将轴承从架板上拆下,在辊道拉出端架板孔内垫上一层密实的纸板,然后几个人同时将辊道拖起并向外拉,在抽出陶瓷辊时注意动作应轻缓,切忌使辊道发生碰撞或划伤。
安装陶瓷辊道时应先在轴承安装孔内垫好纸板,将辊道对准孔口轻缓平顺的插入,炉内人员应及时接应,使插入端的轴头进入轴承内孔,然后再装上另一端的轴承和皮带轮,用手动检查辊道转动情况,应保证其转动灵活平稳。
3.2 炉顶升降传动装置
为保证炉体能够平稳的升降,立柱内的梯形螺杆,在炉顶每升降1次后(或每月至少1次),向其喷注适当量N46号机油进行润滑,锥齿轮传动时,每季度应涂抹一次锂基润滑脂。炉顶提升链条:每月1次使用N46号机油润滑,而当使用出现跳脱链轮齿轮情况时,说明链条紧张度不够,应通过调整张紧链轮来解决。炉顶升降减速机:应保持润滑油在油窗的中间位置,每年更换一次,建议用30#或者40#优质机械油。
3.3 主传动机构
钢化炉的主传动机构是设备的核心,只有该部分平稳的运转,才能保证钢化炉生产出高质量的钢化产品。
经常观察主传动摆线针轮减速机中润滑油的油位,使其保护在油窗中间位置,每年应更换一次润滑油,建议用30#或40#洁净机械油。主传动链条的张紧度调整,经常检查主传动的链条状况,松开主传动电机和底座的连接螺丝钉,旋转限位螺丝钉推动电机移动至合适位置,使链条张紧,然后再上紧连接螺丝钉。主传动电机处链条的润滑应每周1次,使用N46号机油。主传动陶瓷辊处传动链条严禁用机油、润滑脂润滑,必须用皮带腊。
3.4 陶瓷辊道传动装置
陶瓷辊道的传动方式为顶轮式传动,而一旦陶瓷辊道受到卡滞,会由于打滑而对辊道起到保护作用,而这种情况的结果就会使玻璃表面出现辊道印,而影响玻璃的表面质量。所以顶轮的顶紧程度的调整应该控制在适当范围内,顶紧力太小,可能会出现皮带打滑,正常传动不能保证;而顶紧力过大,则会使陶瓷辊在较高温度下受力状况恶化,甚至会造成陶瓷辊轴头松动,所以调整时以达到保证陶瓷辊正常传动而使用的最小顶紧力为好。另外主传动胶衣轮的皮带蜡的蜡粉经常脱落,会造成下部顶轮弹簧机构阻滞,活动不灵活。应在每次停炉时进行清洁,并在滑动杆、弹簧处加注润滑油。
3.5 轴承润滑
钢化炉主传动轴轴承、陶瓷辊道轴承、炉门轴轴承、炉顶升降传动轴轴承、炉顶升降梯形螺杆轴承,需要定期检查和加油。使用的润滑剂为锂基脂,润滑周期一般来说陶瓷辊道轴承为半年一次,其他为一年一次。另外,陶瓷辊道轴承的润滑只有当加入的油脂有富余,能维持润滑的最小剂量时,辊道轴承才能获得工作温度。炉顶升降锥齿轮的润滑使用锂基脂,每季度涂抹一次。
3.6 更换热电偶
热电偶是钢化炉的温度取源部件,它直接关系到炉温的控制准确性和产品的外观质量,所以说要随时观察热电偶的工作状态,出现问题及时更换。更换时标明它们的位置,防止接线错误。新热电偶更换前要测量和核实并且要校直,喷洒适量润滑油。
3.7 更换加热元件
加热炉丝的损坏会造成加热炉内温度的不均衡,使得玻璃在炉内加热不能达到设定的温度值或温度不均,造成在加热炉内或在风栅中炸裂的情况发生,从而降低产品成品率,并对加热炉的陶瓷辊道造成损坏,所以发现加热炉丝有损坏时应该及时更换。更换加热炉丝前一定要切断加热炉电源以免发生触电事故,另外更换炉丝前要测量炉丝的电阻值,保证每一根炉丝具有相同电阻值,使得炉温均匀一致。
3.8 风栅的检修
钢化炉的风栅由传动辊道和上下风栅构成,一旦玻璃在风栅中炸裂就有可能割伤传动辊道上的芳纶辊道绳,造成玻璃不能顺利的传到卸片台,使整个钢化过程不能顺利进行。所以发现芳纶绳断裂,应立即进行检修和更换。将已经损坏芳纶绳拆除后,应彻底清除辊道表面胶性物质以及粘接物,保证辊道表面的光洁。缠绕芳纶绳时,应该始终使芳纶绳处于拉紧状态、平直且不扭曲。螺旋状旋距均匀,旋向与相邻辊道上芳纶绳的旋向相反;并在芳纶绳内侧表面上涂胶与辊道粘接,并保证未绕方轮绳的表面无胶存在,头尾端固定牢靠。另外风栅中传动辊轴承也要及时检查,发现有阻塞现象及时维修工处理。风栅的风管,如发生破裂要及时更换,以免影响风栅风压的稳定性。
总之,水平辊道式钢化炉机组除按正常生产规程进行维护外,更应坚持工作日巡检制,遵循维护保养计划进行日常检查、调整、保养与维护,及时解决故障隐患,延长设备寿命,减少停机率,确保机组长周期正常运转,以保证生产高质量的钢化玻璃产品,提高生产效率。
4、总结
在玻璃钢化炉的生产过程中,由于控制系统的错误,钢化炉以及钢化产品都可能会出现设备事故或产品质量事故,不仅影响钢化炉的使用寿命而且对钢化玻璃产品的质量至关重要。所以说,设备的维护保养是生产管理的重要环节。无论是哪一种钢化炉,都应制定严格的设备维护和保养制度,并按照制度要求做好安全操作和日常的维护保养,才能使钢化炉处于良好的运行状态,生产出优质的产品以满足用户的需求,创造更好的经济效益和社会效益。
相关信息
- 钢化炉在正常生产状态时如何停止其运行?
- 为什么在钢化玻璃时破碎的小块玻璃不能留在钢化炉内?
- 使用钢化炉加工玻璃时炉温设置原则
- 钢化炉操作工艺知识汇总