联系人: 兰迪机器
手机: 400-003-8600
电话: 400-003-8600
传真: 0379-65298878
邮箱: marketing@landglass.com
网址: www.landglass.com.cn
地址: 洛阳市王城大道12号
手机: 400-003-8600
电话: 400-003-8600
传真: 0379-65298878
邮箱: marketing@landglass.com
网址: www.landglass.com.cn
地址: 洛阳市王城大道12号
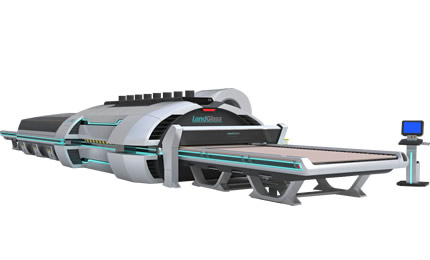
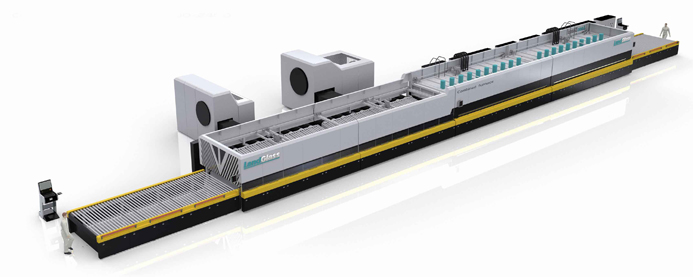
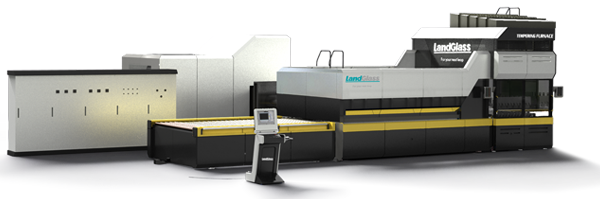
强制对流平弯钢化炉

LD-ABJ&ACJ系列强制对流平弯双向钢化设备
LD-ABJ & ACJ系列强制对流平弯双向钢化炉采用喷流式强制对流加热技术,分为AB平弯组合和AC平弯组合;该系列产品的平钢化部分和弯钢化部分分别置于强制对流加热炉的两侧,通过不同的玻璃输送方向,在一台设备上实现平钢化和弯钢化的功能;可钢化的玻璃有:离线、在线LOW-E(E=0.02)玻璃、超白玻璃、丝网印刷玻璃、压花玻璃、着色玻璃、白玻等。
技术参数
生产能力分别指5mm的白玻和0.08软镀膜Low-E玻璃、在65%装载时弯钢化每小时生产炉数,实际产量随玻璃品种、大小和装载情况而变化。 其他型号限于篇幅并未在此罗列。
技术参数
生产能力分别指5mm的白玻和0.08软镀膜Low-E玻璃、在65%装载时弯钢化每小时生产炉数,实际产量随玻璃品种、大小和装载情况而变化。 其他型号限于篇幅并未在此罗列。
产品特点:
1、平弯双向钢化炉通常的工艺布置是平、弯强化风栅分别位于加热炉的两头,具备双向行进功能,使玻璃的质量大大提高。平弯双向钢化炉主要用于生产大规格的平/弯钢化玻璃。
2、采用全对流模式,与传统的通过增加平衡管强化上部对流的结构, 即:使用对流+辐射混合加热方式有质的区别,根本解决了由于Low-E玻璃上下表面辐射率不同带来的一系列加热问题。
3、任意的加热曲线调控功能在炉宽方向设置了更多的加热区。每个加热区域单独受控,可以灵活的形成各种加热曲线!
4、布局合理的对流循环系统。根据炉长设置数量合理的、能独立进行控制对流强度的对流单元。对流风机置于对流箱上部有利于炉内气流压力的平衡。热风循环系统设置有炉内喷流风嘴、导流装置,使热气流压力分布更加均匀。
5、智能化的控制系统。通过内设专用优化算法和PID数据库的计算机模糊控制温度模块,结合循环风机变频控制,定制变频曲线,按照工艺设定的加热、恒温、保温等参数,调控任意位置的加热器及风机的工作状态和所在区域的温度分布、加热气流强度,实现整个炉膛均温、多点加热、局部控温等复杂的工艺要求。
6、由于采用强制对流形式加热,炉膛内温度更加恒定、易控,改善了玻璃吸热方式,使玻璃受热更加均匀。通过对流参数的调整,可使炉膛下部温度设置更低,因而玻璃不容易出现白雾、麻点等加热缺陷。同时,加热效率的提升,缩短了加热时间,在产品质量提升的基础上,生产效率也大幅提升。
LD-ABJ系列强制对流平弯双向钢化炉 | ||||||||
型号 | 装载尺寸 | 最小装载尺寸 | 厚度范 围/ 最小半径 | 生产能力 (炉/小时) | 装机容量 (KVA) | |||
平玻 | 弯玻 | 平玻 | 弯玻 | 白玻 | Low-E | |||
| A2030B08/2J | 2000x3000 | 2000xARC800 | 150x350 | 200xARC350 | 4-19/450 | 27-31 | 25-29 | 800 |
| A2030B10/2J | 2000x3000 | 2000xARC1000 | 150x350 | 200xARC350 | 4-19/500 | 27-31 | 25-29 | 800 |
| A2436B15/2J | 2440x3600 | 2440xARC1500 | 150x350 | 300xARC400 | 4-19/750 | 27-31 | 25-29 | 800 |
| A2442B18/2J | 2440x4200 | 2440xARC1800 | 150x350 | 300xARC400 | 4-19/850 | 27-31 | 25-29 | 1000 |
| A2450B25J | 2440x5000 | 2440xARC2500 | 150x350 | 300xARC500 | 4-19/1000 | 14-16 | 12-14 | 1000 |
| A2460B25J | 2440x6000 | 2440xARC2500 | 150x350 | 300xARC500 | 4-19/1000 | 14-16 | 12-14 | 1250 |
| A2850B25J | 2800x5000 | 2800xARC2500 | 200x400 | 500xARC600 | 4-19/1000 | 14-16 | 12-14 | 1250 |
| A3080B30J | 3000x8000 | 3000xARC3000 | 300x500 | 500xARC600 | 5-19/1500 | 14-16 | 12-14 | 2000 |
技术参数
LD-ACJ系列强制对流平弯双向钢化炉 | ||||||||
型号 | 装载尺寸 | 最小装载尺寸 | 厚度范 围/ 最小半径 | 生产能力 (炉/小时) | 装机容量 (KVA) | |||
平玻 | 弯玻 | 平玻 | 弯玻 | 白玻 | Low-E | |||
A1836C36J | 1800x3600 | 3600xARC1800 | 150x350 | 400xARC600 | 4-19/900 | 14-16 | 12-14 | 630 |
A2030C30J | 2000x3000 | 3000xARC2000 | 150x350 | 400xARC600 | 4-19/900 | 14-16 | 12-14 | 630 |
A2436C36J | 2440x3600 | 3600xARC2440 | 150x350 | 400xARC600 | 4-19/1000 | 14-16 | 12-14 | 1000 |
A2442C42J | 2440x4200 | 4200xARC2440 | 150x350 | 400xARC600 | 4-19/1000 | 14-16 | 12-14 | 1000 |
A2450C36J | 2440x5000 | 3600xARC2440 | 150x350 | 400xARC600 | 4-19/1000 | 14-16 | 12-14 | 1000 |
A2450C50J | 2440x5000 | 5000xARC2440 | 150x350 | 400xARC600 | 4-19/1000 | 14-16 | 12-14 | 1250 |
A2850C42J | 2800x5000 | 4200xARC2800 | 200x400 | 400xARC600 | 4-19/1300 | 14-16 | 12-14 | 1250 |
A2860C50J | 2800x6000 | 5000xARC2800 | 200x400 | 400xARC600 | 4-19/1300 | 14-16 | 12-14 | 1350 |
产品特点:
1、平弯双向钢化炉通常的工艺布置是平、弯强化风栅分别位于加热炉的两头,具备双向行进功能,使玻璃的质量大大提高。平弯双向钢化炉主要用于生产大规格的平/弯钢化玻璃。
2、采用全对流模式,与传统的通过增加平衡管强化上部对流的结构, 即:使用对流+辐射混合加热方式有质的区别,根本解决了由于Low-E玻璃上下表面辐射率不同带来的一系列加热问题。
3、任意的加热曲线调控功能在炉宽方向设置了更多的加热区。每个加热区域单独受控,可以灵活的形成各种加热曲线!
4、布局合理的对流循环系统。根据炉长设置数量合理的、能独立进行控制对流强度的对流单元。对流风机置于对流箱上部有利于炉内气流压力的平衡。热风循环系统设置有炉内喷流风嘴、导流装置,使热气流压力分布更加均匀。
5、智能化的控制系统。通过内设专用优化算法和PID数据库的计算机模糊控制温度模块,结合循环风机变频控制,定制变频曲线,按照工艺设定的加热、恒温、保温等参数,调控任意位置的加热器及风机的工作状态和所在区域的温度分布、加热气流强度,实现整个炉膛均温、多点加热、局部控温等复杂的工艺要求。
6、由于采用强制对流形式加热,炉膛内温度更加恒定、易控,改善了玻璃吸热方式,使玻璃受热更加均匀。通过对流参数的调整,可使炉膛下部温度设置更低,因而玻璃不容易出现白雾、麻点等加热缺陷。同时,加热效率的提升,缩短了加热时间,在产品质量提升的基础上,生产效率也大幅提升。
上一条:建筑玻璃钢化炉
下一条:已经没有了
相关信息
- 钢化炉在正常生产状态时如何停止其运行?
- 为什么在钢化玻璃时破碎的小块玻璃不能留在钢化炉内?
- 使用钢化炉加工玻璃时炉温设置原则
- 钢化炉操作工艺知识汇总