手机: 400-003-8600
电话: 400-003-8600
传真: 0379-65298878
邮箱: marketing@landglass.com
网址: www.landglass.com.cn
地址: 洛阳市王城大道12号
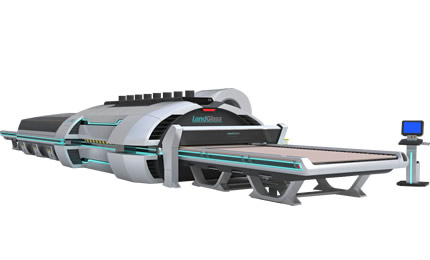
水平式平弯双向钢化炉通常的工艺布置是平、弯强化风栅分别位于加热炉的两头。在生产弯玻璃时,玻璃从上片台经过平钢化段进入炉内,在加热炉受热,达到一定温度后,快速出炉,进入弯段辊道成形、强化。生产平板钢化玻璃时,玻璃从另外一头反向进炉,出炉后到达钢化段进行钢化,钢化好再出到卸片台卸片。该机器的结构特点就是具备双向行进功能,使玻璃的质量大大提高。平弯一体化钢化炉主要用于生产大规格的平/弯钢化玻璃。
平弯双向钢化炉主要分上片台、平钢化段、加热区、弯钢化段、下片台、风路系统与电气控制系统七个部分。
上片台:
玻璃在上片台被放置等待加热。
平钢化段:
平钢化段主要由高压风机、风刀、风箱风管、传动及升降系统组成;
加热区:
钢化炉体分上下两部分,上炉体在减速机及螺旋升降器的带动下,可实现上下升降。加热炉体(加热区)内均匀安装有直线度、圆度、热变形量都很好的石英陶瓷辊,以保证玻璃在上面加热时保持平整,不会变形。炉内所有电热丝均由陶瓷管穿连,再用特制陶瓷组合固定件固定安装,从而达到分布均匀,避免碰线短路。玻璃进炉后,电气系统可根据进炉玻璃的总长度,准确地计算出玻璃在炉内来回摆动的位移量,从而避免玻璃撞击炉门。
弯钢化段:
弯钢化段主要由成型机构、吹风系统、传动及升降系统组成。在弯钢化段,受热后的玻璃(温度为660-680℃)在弯段被辊道对压成型,无需模具,玻璃的弧度成型巧妙的采用机械联动的方法与原理,并加上一定量的数值修正、补偿,使其在变弧过程中,每个辊道的相对位移变化量都能按理论上的数值进行,变弧快速、精确度高,结构简单可靠、检修量少。
下片台:钢化后的成品玻璃在卸片台被取下。
电气控制系统:
电气控制系统主要用来控制、监测各种机械操作动作和调节炉内加热系统的温度。对于不同厚度的玻璃,控制系统有不同的参数可供用户选择,以做出高品质的玻璃。
相关信息
- 钢化炉在正常生产状态时如何停止其运行?
- 为什么在钢化玻璃时破碎的小块玻璃不能留在钢化炉内?
- 使用钢化炉加工玻璃时炉温设置原则
- 钢化炉操作工艺知识汇总